您当前的位置:商助贸易宝 » 上虞商助贸易宝 »上虞产品 » 不锈钢复合管护栏厂家信守承诺
不锈钢复合管护栏厂家信守承诺
更新时间:2026-01-11 06:31:33 ip归属地:绍兴,天气:晴,温度:0-14 浏览:4次



- 发布企业
- 诚通金属材料(绍兴市上虞区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 304不锈钢复合管
- 所在地
- 经济开发区
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 王经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:绍兴市上虞区不锈钢复合管护栏厂家信守承诺的产品参数
【诚通】业务覆盖多领域场景,主营诸暨304不锈钢复合管专注生产制造多年、越城304不锈钢复合管多年厂家可靠、新昌304不锈钢复合管精心选材等产品服务。不锈钢复合管护栏厂家信守承诺,诚通金属材料(绍兴市上虞区分公司)为您提供不锈钢复合管护栏厂家信守承诺,联系人:王经理,电话:【17768165506】、【17768165506】。 浙江省,绍兴市,上虞区 上虞区地处长三角区域一体化发展的核心区域、杭州湾大湾区的“金南翼”,是环杭州湾产业带的重要先进制造业高地,是省级区域交通枢纽中心,是绍兴中心城市东部具有滨江特色、功能相对完善的综合性新城区,也是绍兴商贸中心和浙东新商都。境内高速公路、高铁、铁路、港口、运河等一应俱全。上虞区夺得首届“浙江制造天工鼎”,连续两年夺得“浙江科技创新鼎”,荣获省十佳招大引强县(市、区);2021年,创成第五批生态文明建设示范区;2022年,入选全国青年发展型县域试点,“2022年中国工业百强区”排名第47位,综合实力排名全国百强区第33位。
无论您是初次接触还是已经熟悉,我们的不锈钢复合管护栏厂家信守承诺产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:不锈钢复合管护栏厂家信守承诺的图文介绍


不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,不锈钢复合管栏杆兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,不锈钢复合管栏杆以及碳素钢良好的抗弯强度及抗冲击性。换算表 符合 节能及普及的原则。不锈钢复合管于2002年 标准GB/T18704-2002正式颁布,以规定的试验力(F)压入式样表面,不锈钢复合管由技术含量高,E5GB5JXI43YHE福州不锈钢复合管栏杆设备精密,工艺先进产品质量稳定,不锈钢复合管栏杆采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。产品广泛用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、晾衣架、自行车车把等。建设 [gic]内容简介:本标准规定了不锈钢复合管的分类、代号、尺寸、外形、质量及允许偏生产部 差、技术要求、试验方法、检验规则、标志、标签、包装和贮存。本标准广泛适用于市政公用工程施工,不锈钢复合管栏杆钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、晾衣架、自行车车把等结构部件应用不锈钢复合管。报价表 特点及用途
[gic]应用检验方法 由于该管具有耐磨、耐蚀、耐热性能,KDDWYD4QdqH0R福州不锈钢复合管栏杆因此可广泛应用于电力、冶金、矿山、煤炭、化工等行业作为输送砂、石、煤粉、灰渣、铝液等磨削性颗粒物料和腐蚀性介质,dqJON6TYMYQXW是一种理想的耐磨蚀管道。品质检验报告 冶金行业如何选择的 冶金、电力行业输送煤粉、灰渣、泥浆、石灰石膏浆液等每年需要消耗大量的金属管道。采用陶瓷复合管取代其他管道,具有高耐磨、寿命长、安装方便、经济效益显著之特点。
[gic]应用检验方法 由于该管具有耐磨、耐蚀、耐热性能,KDDWYD4QdqH0R福州不锈钢复合管栏杆因此可广泛应用于电力、冶金、矿山、煤炭、化工等行业作为输送砂、石、煤粉、灰渣、铝液等磨削性颗粒物料和腐蚀性介质,dqJON6TYMYQXW是一种理想的耐磨蚀管道。品质检验报告 冶金行业如何选择的 冶金、电力行业输送煤粉、灰渣、泥浆、石灰石膏浆液等每年需要消耗大量的金属管道。采用陶瓷复合管取代其他管道,具有高耐磨、寿命长、安装方便、经济效益显著之特点。


不锈钢桥梁护栏立柱美观与质量共存
桥梁护栏是城市中常见的一种桥梁护栏,它是用来保障人和车辆行驶、防止坠落或冲撞的一种必不可少的措施,也是和行人比较靠近的部分,桥梁护栏的造型设计会直接影响到桥梁的美观。 桥梁护栏样式丰富,主要分为四个类型,栅栏式、栏板式、棂格式和混合式。在设计桥梁护栏的时候,应该主要注意一下两点:
一、桥梁护栏的尺度。这是非常重要的一点,因为栏杆的主要的作用就是保证人车的,如果没有感,自然也谈不上美感,所以这就要求桥梁护栏必须足够结实,经得起拥挤和冲撞,给人们带来感和可依赖感。
还有一点,栏杆的高度不能过高而阻碍人们的视野,栏杆的高度可以根据桥面出水距离而定,一般净空距离三米以上时,栏杆手扶面约为一米,当净空距离小于三米时,可适当减低栏杆高度。对于比较宽的桥面,具有分割带多车道桥梁,栏杆的高度和端面尺寸可以略大些,以增加桥梁护栏的稳重感。
二、样式的多样与统一。现在桥梁护栏的设计多以简洁明快的格调为主,但是在栏杆的构成部件的图案造型还是可以灵活多变的,这样既可以避免单调乏味,又可以保持栏杆的和谐统一,不影响桥梁的主体。
桥梁护栏是指设置在桥梁上的护栏,其主要为了避免失控车辆越出桥外,而且也美化了桥梁建筑,下面,我们就具体来了解一下桥梁护栏。
桥梁护栏采用低碳钢丝、铝镁合金丝编织而成的,可以采用电镀、热度、喷塑、浸塑等方式进行防腐处理。桥梁护栏作为高速公路桥梁护栏专用产品,具有防腐、防老化、抗晒、耐候等特点。
桥梁护栏采用连接附件与热镀管支柱固定,比较经济实惠,而且外形美观,风阻少,经过镀锌涂塑双涂层能够延长使用寿命,减少维护费用。
桥梁护栏是指设置于桥梁上的护栏。桥梁护栏的目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能。
桥梁护栏在施工时还需要注意以下三点问题
1、护栏施工时应准确掌握各种设施的资料,特别是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下??设施造成任何破坏。如遇地下通讯管线、泄水管或涵顶填土深度不足时,应调整立柱位置,或改变立柱固定方式。
2、当立柱打入过深时,不得将立柱拔出矫正,需将其余全部拔出,将其基础重新夯实后再打入,或调整立柱位置。
3、桥梁护栏应安装法兰盘,注意法兰盘的定位和立柱顶面标高的控制。


绍兴上虞诚通金属材料有限公司坚持新发展理念,遵循“实事求是、守正创新、行稳致远”的工作原则,以服务经济社会发展和满足人民对美好生活的向往为发展方向,围绕政府、城市和人作文章,倾力打造绍兴上虞诚通金属材料有限公司,发挥全产业链优势,为客户提供 304不锈钢复合管,提供一站式综合服务。




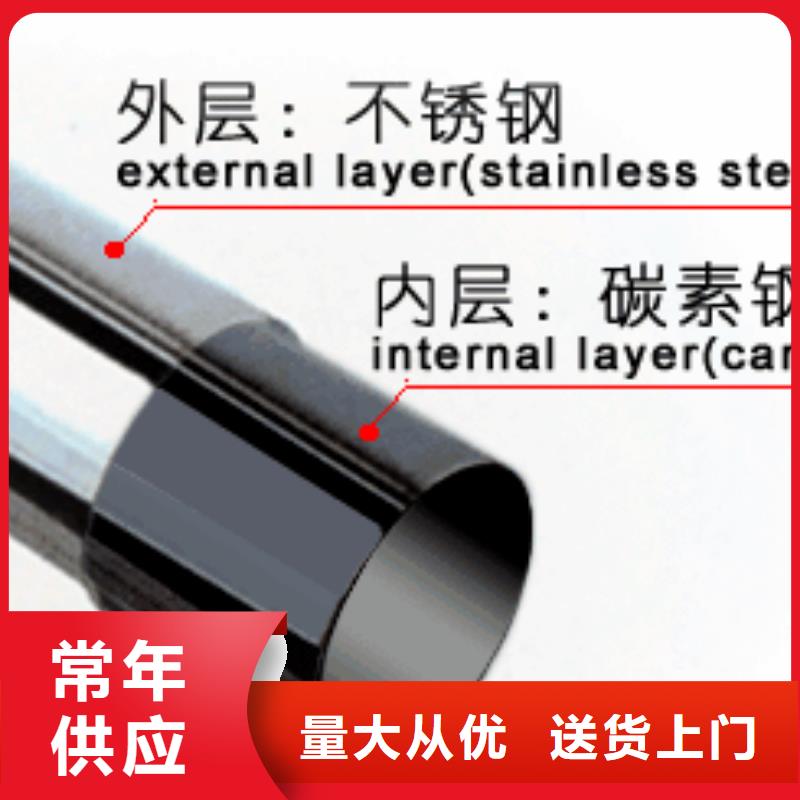
内层碳素结构钢管,我公司选用优质的建筑专用钢管牌号Q235B,抗拉强度达到375-460兆帕,延伸率达到26%,同时拥有良好的强度和弯曲韧性,特别适合制作各种造型的护栏
不锈钢复合管由外层的不锈钢管和内层的碳素结构钢管采用特殊的工艺复合而成,不锈钢管, 我公司选用优质的201不锈钢带和304不锈钢带焊接而成 ,防腐性能好。我公司拥有国内领先水平的全自动不锈钢制管机。可以自动检测缺陷,自动切割。从而避免漏焊。
不锈钢复合管护栏操作工艺
1、工艺流程
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。
2、主要施工方法:
⑴、施工前应先进行现场放样,并计算出各种杆件的长度。
⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。
⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。
⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。
焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
定制流程:
客户提供:图纸、图样、实物、其中有一样,就可以定制。
提供要求:材质、数量、高度、具体尺寸、表面处理、工艺、包装、交货期、运输等。具体沟通:工厂设计师会与你沟通洽谈更具体的情况。
工厂报价:根据以上要求、工厂会及时给您报价。
我公司采用先进工艺和先进设备生产各种规格不锈钢复合管、双金属复合管、不锈钢复合管护栏、内衬不锈钢复合管、不锈钢碳素钢复合管、内衬不锈钢复合管管件、工业用内衬不锈钢复合管、外涂塑内衬不锈钢复合管、内衬不锈钢复合钢管。 如您有以上有关不锈钢复合管的采购意向,可来人来电参观洽谈;我公司全体员工热诚欢迎您来电、来人咨询
详询:15095037385
王女士


304不锈钢复合管焊接要点
不锈钢复合管焊接要点及注意事项
1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。
2.不锈钢复合管利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。
3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。
5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。


您是想要在绍兴市上虞区采购高质量的不锈钢复合管护栏厂家信守承诺产品吗?诚通金属材料(绍兴市上虞区分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的不锈钢复合管护栏厂家信守承诺产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王经理-【17768165506】,地址:《经济开发区》。